本文是《Quality by Design for ANDAs: An Example for Immediate-Release Dosage Forms》速释制剂最终混合和压片工艺工艺研究的R语言解决方案。
最终混合和润滑工艺开发
进行一项研究评估硬脂酸镁表面积与混合次数对片剂硬度、崩解、溶出的影响。在中试规模生产25kg混合物,混合物滚压获得相对密度为0.75。然后粉碎分为5批第批5KG。每一批,颗粒与滑石粉用16 qt V-blender 混合100次速率为20rpm。然后用硬脂酸镁润滑混合,按表43。然后从10个位置取样来证实混合均一性。润滑后的混合物用10kN的力生产片剂。监测出片力。检测外观。另外测定脆碎度,含量和均一性。表43显示润滑参数和每批的结果。
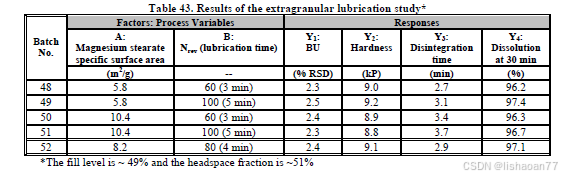
随着润滑时间和比表面的增加出片力轻微下降但没有趣过150N。片剂的外观不是问题。没有粘冲。
每批的RSD为小于3%,表明混合是均一的。所有样品的含量在98.3% 到101.7%之间。片剂硬度为9.0 ± 0.2 kP ,在目标范围内(> 95% in 30 min) 。结果表明在研究范围内比表面和润滑时间不敏感。脆碎度没有超过0.2%。片剂含量在95.0-105.0% ,片剂含量均一性小于RSD4%。
混合和润滑工艺总结
比表面(5.8-10.4 m2/g) 和混合次数(60-100) 不影响产品质量属性。
study 5#
study5<-data.frame(
A = c(5.8,5.8,10.4,10.4),
B = c(60,100,60,100,80),
y1=c(2.3,2.5,2.4,2.3,2.4),
y2=c(9.0,9.2,8.9,8.8,9.1),
y3=c(2.7,3.1,3.4,3.7,2.9),
y4=c(96.2,97.4,96.3,96.7,97.1))
压片工艺开发
饲粉器挡板转速的影响
进行了筛选实验研究饲粉器挡板转速(8-20 rpm) 对片剂质量属性的影响。因为最终混合物的流动性良好,在这个范围内转速不影响片重。溶出度也不受影响。
主压片力,压片速度,密度的影响
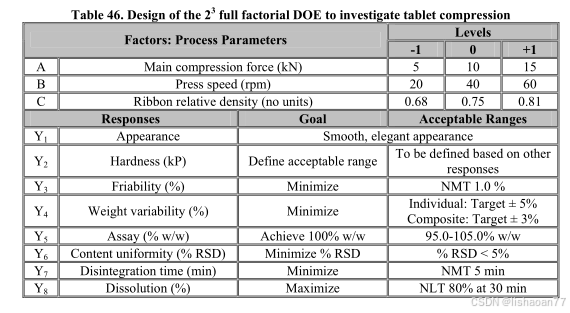
主压片力,压片速度会影响很多质量属性,包括硬度,崩解,溶出,含量,均一性,脆碎度,片重差异和外观。堆密度也会影响颗粒可压性,进一步影响片剂硬度和溶出度。因此进行了带3个中心点的23析因实验以理解这些参数对片剂质量的影响。预压对于减少空气是很重要的。但是基于前面的研究,预压力固定为1kN。表46的实验安排和可接受标准。
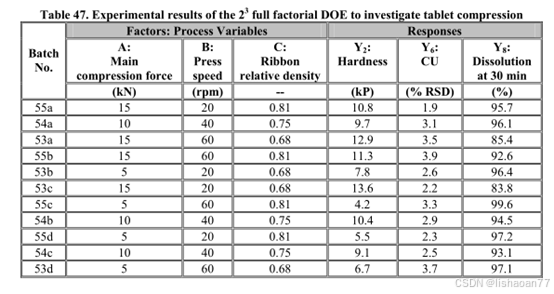
在取样开始前压片机先运行5分钟。然后在开始、中间、结束阶段取样。由于每个时间点的结果相似,表47呈现中间时间点的结果。
影响片剂硬度的显著因子
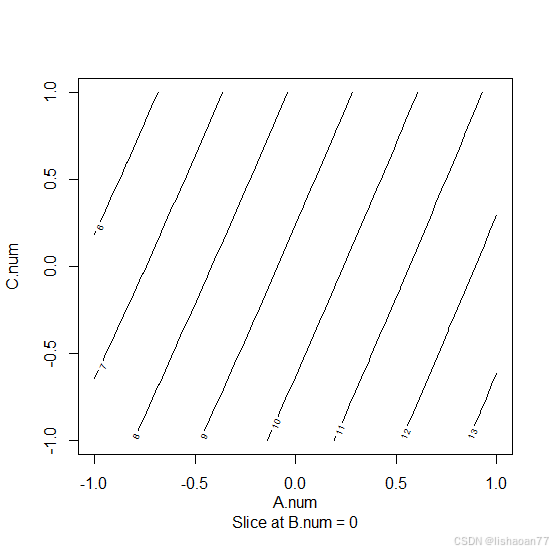
因为这个研究包括中心点,使用调整的模型检验二次效应,结果显示不显著。因此模型中包中心点以拟合模型。如图39半正态图所示的,A是影响片剂硬度的主要因子,其次是C,其它项没有显著影响。
library(FrF2)
study6<-FrF2(nruns=8, nfactors=3, ncenter=3, replications=1,randomize=FALSE)
y2=c(7.8,13.6,6.7,12.9,5.5,10.8,4.2,11.3,9.7,10.4,9.1)
y6=c(2.6,2.2,3.7,3.5,2.3,1.9,3.3,3.9,3.1,2.9,2.5)
y8=c(96.4,83.8,97.1,85.4,97.2,95.7,99.6,92.6,96.1,94.5,93.1)
study6 <-add.response(study6, y2, replace=FALSE)
study6 <-add.response(study6, y6, replace=FALSE)
study6 <-add.response(study6, y8, replace=FALSE)
print( study6, std.order=TRUE)
A.num <-study6$A
levels(A.num) <- c(5,15)
B.num <- study6$B
levels(B.num) <- c(20,60)
C.num <-study6$C
levels(C.num) <- c(0.68,0.81)
A.num <- as.numeric(as.character(A.num))
B.num <- as.numeric(as.character(B.num))
C.num <- as.numeric(as.character(C.num))
mod1<-lm(y2 ~ A*B*C, data=study6)
anova(mod1)
> anova(mod1)
Analysis of Variance Table
Response: y2
Df Sum Sq Mean Sq F value Pr(>F)
A 1 74.420 74.420 129.6653 0.001453 **
B 1 0.845 0.845 1.4723 0.311805
C 1 10.580 10.580 18.4340 0.023234 *
A:B 1 0.605 0.605 1.0541 0.380108
A:C 1 0.020 0.020 0.0348 0.863827
B:C 1 0.125 0.125 0.2178 0.672528
A:B:C 1 0.245 0.245 0.4269 0.560135
Residuals 3 1.722 0.574
---
Signif. codes: 0 ‘***’ 0.001 ‘**’ 0.01 ‘*’ 0.05 ‘.’ 0.1 ‘ ’ 1
将Residuals分解为弯曲性、纯误差、Lack of Fit:
SS Pure Error=((9.7)^2+(10.4)^2+(9.1)^2-(9.7+10.4+9.1)^2/3)=0.847
纯误差的自由度为3-1=2
MS Pure Error =0.847/2=0.4235
![]()
SS Curvature=8*3*((10.8+12.9+11.3+7.8+13.6+4.2+5.5+6.7)/8-(9.7+10.4+9.1)/3)^2/(8+3)= 0.875
弯曲性的自由度为1
MS Curvature=0.875/1=0.875
F Curvature=MS Curvature/MS Residuals = 0.875/0.819=1.068
SS Lack of fit=1.967-0.847-0.875=0.245
Lack of fit的自由度为4-1-2=1
MS lack of fit= SS Lack of fit/1=0.245
F lack of fit=MS lack of fit/MS Pure Error=0.245/0.4235=0.578
Pr(>F) Curvature=1-pf(1.068,1,3)=0.377
Pr(>F) lack of fit=1-pf(0.578,1,2)=0.526
library(daewr)
fullnormal(coef(mod1)[-1], alpha=.025)
LGB(coef(mod1)[-1], rpt=FALSE)
library(BsMD)
LenthPlot(mod1, main = "Lenth Plot of Effects")
effects <-coef(mod1)
effects <-effects[2:4]
effects <-effects[ !is.na(effects) ]
library(daewr)
halfnorm(effects, names(effects), alpha=.25)
mod1<-lm(y2 ~ A.num *B.num *C.num, data=study6)
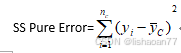
contour(mod1, ~ A.num +C.num)
persp(mod1, ~ A.num +C.num, zlab=" y2", contours=list(z="bottom"))
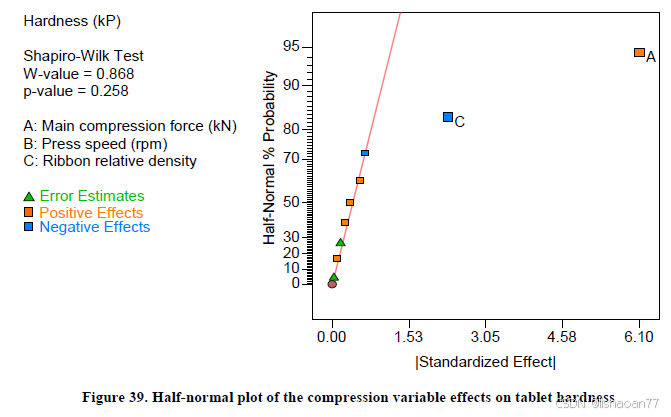
片剂硬度与主压力正相关而与堆密度负相关,如图40所示。半正态图和等值线图显示这两个因子没有交互作用。
与接近可接受下限的堆密度相比,接近可接受上限的堆密度需要很大的主压力以得到相同的片剂硬度。这是因为滚压后混合物失去了可压性。
DOE结果显示可以调节工艺参数以适应物料的变化。换句话,对于给定的堆密度,模型可以确定必要的主压力以确保获得必要的片剂硬度。
影响脆碎度的显著因子
没有因子显著影响片剂脆碎度。
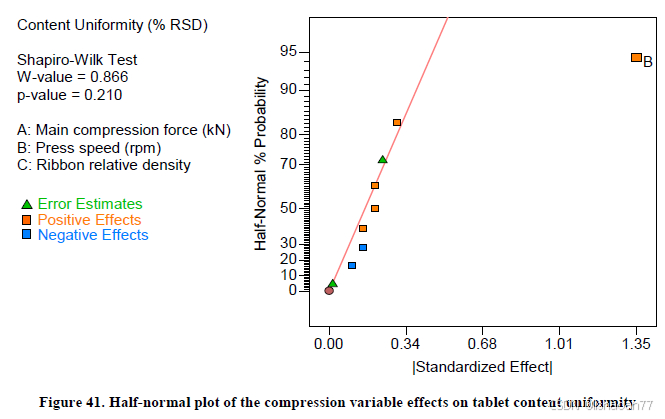
影响片重差异和含量均一性的显著因子
图41所示的半正态图表明压片速度是影响含量均一性的唯一因子。效应是正的,这意味着随着速度增加%RSD增加。图42的主效应图也清晰的显示这一点。主效应图显示没有二次效应所以没有必要进一步优化压片速率。
mod2<-lm(y6 ~ A*B*C, data=study6)
anova(mod2)
> anova(mod2)
Analysis of Variance Table
Response: y6
Df Sum Sq Mean Sq F value Pr(>F)
A 1 0.020 0.0200 0.2927 0.6261
B 1 3.645 3.6450 53.3415 0.0053 **
C 1 0.045 0.0450 0.6585 0.4765
A:B 1 0.180 0.1800 2.6341 0.2030
A:C 1 0.080 0.0800 1.1707 0.3585
B:C 1 0.045 0.0450 0.6585 0.4765
A:B:C 1 0.080 0.0800 1.1707 0.3585
Residuals 3 0.205 0.0683
---
Signif. codes: 0 ‘***’ 0.001 ‘**’ 0.01 ‘*’ 0.05 ‘.’ 0.1 ‘ ’ 1
library(daewr)
fullnormal(coef(mod2)[-1], alpha=.025)
LGB(coef(mod2)[-1], rpt=FALSE)
library(BsMD)
LenthPlot(mod2, main = "Lenth Plot of Effects")
effects <-coef(mod2)
effects <-effects[2:4]
effects <-effects[ !is.na(effects) ]
halfnorm(effects, names(effects), alpha=.25)
mod2<-lm(y6 ~ A.num *B.num *C.num, data=study6)
contour(mod2, ~ A.num +C.num)
persp(mod2, ~ A.num +C.num, zlab=" y6", contours=list(z="bottom"))
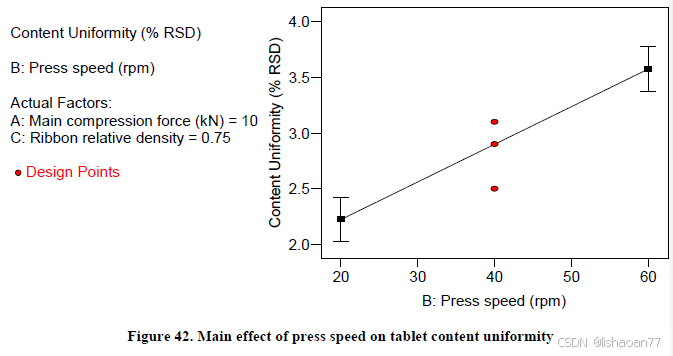
虽然低速时有更好的含量均一性,研究的速度范围(20-60 rpm) 并没有使含量均一性超标。在60rpm时,%RSD小于4%,且在5%限度内。
相似地,压片速度显著影响片重差异,速度越大片重差异越大。单独的片重差异小于5%,复合的片重差异小于3%。
产生时需要最大生产效率通过设置尽可能大的速度又不影响产品质量。基于研究,可以接受的速度范围是20-60 rpm.。
影响片剂崩解和溶出的显著因子。
主压力,压片速度,堆密度并不显著影响崩解时间。
下面的半正态图显示影响溶出的显著因子为A和C。这两个因子也有显著的交互作用。其它模型项没有显著影响。
mod3<-lm(y8 ~ A*B*C, data=study6)
anova(mod3)
> anova(mod3)
Analysis of Variance Table
Response: y8
Df Sum Sq Mean Sq F value Pr(>F)
A 1 134.480 134.480 56.7680 0.004847 **
B 1 0.320 0.320 0.1351 0.737619
C 1 62.720 62.720 26.4760 0.014226 *
A:B 1 2.645 2.645 1.1165 0.368230
A:C 1 31.205 31.205 13.1726 0.036009 *
B:C 1 1.125 1.125 0.4749 0.540259
A:B:C 1 5.120 5.120 2.1613 0.237875
Residuals 3 7.107 2.369
---
Signif. codes: 0 ‘***’ 0.001 ‘**’ 0.01 ‘*’ 0.05 ‘.’ 0.1 ‘ ’ 1
library(daewr)
fullnormal(coef(mod3)[-1], alpha=.025)
LGB(coef(mod3)[-1], rpt=FALSE)
library(BsMD)
LenthPlot(mod3, main = "Lenth Plot of Effects")
effects <-coef(mod3)
effects <-effects[2:4]
effects <-effects[ !is.na(effects) ]
halfnorm(effects, names(effects), alpha=.25)
mod3<-lm(y8 ~ A.num *B.num *C.num, data=study6)
contour(mod3, ~ A.num +C.num)
persp(mod3, ~ A.num +C.num, zlab=" y8", contours=list(z="bottom"))
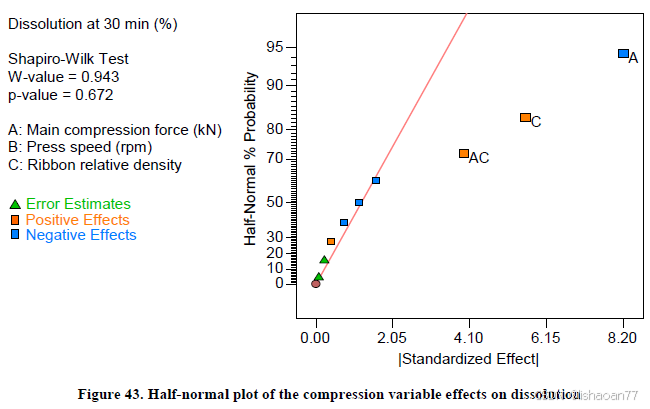
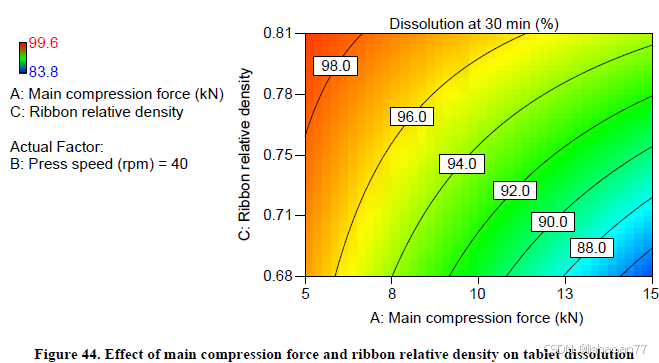
图44展示主压力和堆密度对片剂溶出的影响。弯曲的等值线表明交互作用存在,因为溶出度取决于主压力和堆密度。溶出速率随主压力增加而减少而随堆密度增加而增加。这与片剂硬度的关系一致。为了避免潜在的溶出失败,硬度的上限设置为13.0 kP 。
压片运行时间对片重差异的影响
第54C批每20分种取样一次以评估片重随运行时间的漂移。结果表明片重差异控制良好。
其它响应的总结
主压力、速度、堆密度不显著影响主效应。每次运行生产的片剂都有良好的外观。含量范围99.1% to 101.0%。
压片工艺的总结
在研究范围(8-20 rpm)内,挡板转速不影响片剂溶出度。压片速度20-60 rpm 不显著影响研究的响应。可接受的主压力范围已识别。可以调整主压力以适应不同的堆密度 (0.68-0.81) 。
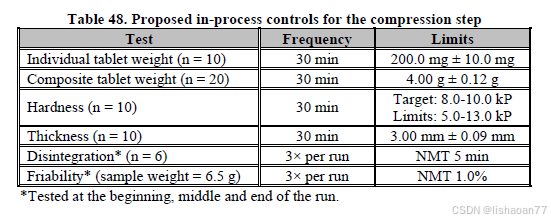
提议的压片工艺控制